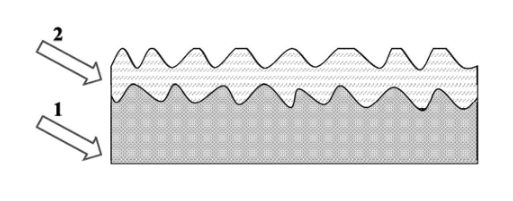
本发明涉及一种轧辊表面闪钨涂层的制备方法,采用以下步骤:(1)对轧辊表面进行热喷砂处理;(2)通过超音速压缩空气喷涂在轧辊上沉积闪钨涂层;(3)对闪钨涂层表面进行热喷砂处理,获得一定的表面粗糙度和闪钨涂层厚度。与现有技术相比,本发明方法能有效地减少闪钨涂层在沉积过程中的氧化,其次由于喷涂速度快,粉末撞击在基体上,因此可以避免孔洞和裂纹的产生,达到涂层致密化的作用,制备得到的闪钨涂层具有组织均匀、结构致密的优点,能有效提高轧辊表面硬度和耐磨性,同时降低腐蚀速率,并且由于采用热喷砂的方式,可以提高界面结合强度。
1.一种轧辊表面闪钨涂层的制备方法,其特征在于,包括以下步骤: (1)通过超音速压缩空气对轧辊表面进行热喷砂处理; (2)通过超音速压缩空气喷涂在轧辊上沉积闪钨涂层; (3)对闪钨涂层表面进行热喷砂处理,获得目标表面粗糙度和闪钨涂层厚度; 步骤(1)中的热喷砂处理时,喷砂颗粒成分包括Al2O3,且Al2O3颗粒粒径为80~100目; 步骤(1)具体参数包括: 喷枪与轧辊表面间距为180~200 mm,喷枪移动速度为30~50 mm/s,轧辊转速120~200r/min,送砂转速 12~15 r/min,丙烷压力为70~80 PSI,空气压力为83~87 PSI,氢气压力20~25 PSI,氮气压力25~30 PSI; 步骤(2)中所述闪钨涂层的成分为WC-10Co4Cr。
2.根据权利要求1所述的一种轧辊表面闪钨涂层的制备方法,其特征在于,步骤(2)中通过超音速压缩空气喷涂技术沉积粉末,轧辊基体的温度控制在100 ℃以内,喷涂前预热1~2次。
3.根据权利要求1所述的一种轧辊表面闪钨涂层的制备方法,其特征在于,步骤(2)中通过超音速压缩空气喷涂技术沉积粉末,将粉末按沉积到轧辊基体表面。
4.根据权利要求3所述的一种轧辊表面闪钨涂层的制备方法,其特征在于,步骤(2)具体参数为:喷枪与轧辊表面间距为150~180 mm,喷枪移动速度为10~20 mm/s,轧辊转速120~240 r/min,送粉转速 2~4 r/min,丙烷压力为80~83 PSI,空气压力为83~87 PSI,氢气压力20~25 PSI,氮气压力25~30 PSI。
5.根据权利要求1所述的一种轧辊表面闪钨涂层的制备方法,其特征在于,步骤(3)中的热喷砂处理时,喷砂颗粒成分包括Al2O3,颗粒粒径为200~240目。
6.根据权利要求5所述的一种轧辊表面闪钨涂层的制备方法,其特征在于,步骤(3)具体参数为:喷枪与轧辊表面间距为150~180 mm,喷枪移动速度为30~50 mm/s,轧辊转速120~200 r/min,送砂转速 5~10 r/min,丙烷压力为82~85 PSI,空气压力为90~95 PSI,氢气压力20~25 PSI,氮气压力30~35 PSI。
7.根据权利要求1所述的一种轧辊表面闪钨涂层的制备方法,其特征在于,处理后的金属闪钨涂层的厚度为30~60 μm,表面粗糙度Ra为1~5 μm。
请联系平台
请联系平台




