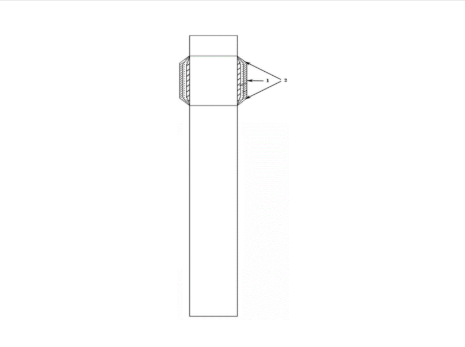
本发明公开了一种熔盐电解用钨阴极的制备方法,包括如下步骤:在钨基体的待激光熔覆的表面依次激光熔覆铜、不锈钢和抗腐蚀金属复合材料,得到具有铜熔覆层、不锈钢熔覆层和抗腐蚀金属熔覆层的钨阴极;其中,所述待激光熔覆的表面为自钨基体的同一端部起,钨基体长度的1/10处至钨基体长度的1/4处之间区域的钨基体表面;所述抗腐蚀金属复合材料由如下成分组成:C 0.02wt%~0.06wt%、Si 1.5wt%~2.5wt%、W 2.5wt%~3.5wt%、Fe≤7wt%、Mo10wt%~20wt%、Cr 20wt%~30wt%、ZrO 8wt%~20wt%、B0.4wt%~0.8wt%和余量的Ni。该方法可将传统钨阴极的使用寿命由200天左右延长至310~320天。
1.一种熔盐电解用钨阴极的制备方法,其特征在于,包括如下步骤: 在钨基体的待激光熔覆的表面依次激光熔覆铜、不锈钢和抗腐蚀金属复合材料,得到具有铜熔覆层、不锈钢熔覆层和抗腐蚀金属熔覆层的钨阴极;将所述具有铜熔覆层、不锈钢熔覆层和抗腐蚀金属熔覆层的钨阴极进行表面处理和退火,得到熔盐电解用钨阴极;其中, 所述待激光熔覆的表面为自钨基体的同一端部起,钨基体长度的1/10处至钨基体长度的1/4处之间区域的钨基体表面; 所述抗腐蚀金属复合材料由如下成分组成:C 0.02wt%~0.06wt%、Si 1.5wt%~2.5wt%、W 2.5wt%~3.5wt%、Fe≤7wt%、Mo10wt%~20wt%、Cr 20wt%~30wt%、ZrO8wt%~20wt%、B0.4wt%~0.8wt%和余量的Ni。
2.根据权利要求1所述的制备方法,其特征在于,所述表面处理包括:分别采用百叶轮、麻轮和棉轮对所述钨阴极进行粗抛、中抛和细抛,然后将抛光后的钨阴极表面擦拭。
3.根据权利要求2所述的制备方法,其特征在于,所述退火温度为200~350℃,保温时间为6~8h。
4.根据权利要求1~3任一项所述的制备方法,其特征在于,所述钨基体选自经过表面喷砂处理的钨棒;所述铜选自粒度为300~500目的球形铜粉;所述不锈钢选自粒度为300~500目的316L不锈钢球形粉末;所述抗腐蚀金属复合材料的粒度为300~500目。
5.根据权利要求1~3任一项所述的制备方法,其特征在于,激光熔覆铜的过程参数为:激光熔覆设备的输出功率为4.5~5.5kW,送粉速度为16~18g/min,保护气流量为18~20L/min,送粉气流量为1.4~1.6L/min; 激光熔覆不锈钢的过程参数为:激光熔覆设备的输出功率为3~4kW,送粉速度为14~17g/min,保护气流量为16~18L/min,送粉气流量为1.2~1.5L/min; 激光熔覆抗腐蚀金属复合材料的过程参数为:激光熔覆设备的输出功率为3.5~4.5kW,送粉速度为14~17g/min,保护气流量为16~18L/min,送粉气流量为1.2~1.5L/min; 激光熔覆采用额定功率≥6kW的超高速激光熔覆设备。
6.根据权利要求1~3任一项所述的制备方法,其特征在于,所述铜熔覆层的厚度为1.8~2.2mm;所述不锈钢熔覆层的厚度为1~1.5mm;所述抗腐蚀金属熔覆层的厚度为1.5~2.0mm。
7.一种熔盐电解用钨阴极,其特征在于,根据权利要求1~6任一项所述的制备方法制成。
8.根据权利要求7所述的熔盐电解用钨阴极,其特征在于,所述熔盐电解用钨阴极的使用寿命大于310天。
9.一种激光熔覆技术在提高钨阴极耐腐蚀性中的用途,其特征在于,在钨基体上激光熔覆耐腐蚀材料,具体包括如权利要求1所述的熔盐电解用钨阴极的制备方法的步骤。
请联系平台
请联系平台




